


服务热线
86-132-17430013

产品展示PRODUCTS

| 品牌 | 其他品牌 |
|---|
西门子代理商 西门子6ES7288-1SR60-OAAO 西门子6ES7288-1SR60-OAAO
型号 | CR40 | SR20 | SR40 | SR60 | ST40 | ST60 |
|---|---|---|---|---|---|---|
高速计数 | 4 路 30 kHz | 4 路 60 kHz | 4 路 60 kHz | 4 路 60 kHz | 4 路 60 kHz | 4 路 60 kHz |
高速脉冲输出 | - | - | - | - | 3 路 100 kHz | 3 路 100 kHz |
通信端口 | 2 | 2 ~ 3 | 2 ~ 3 | 2 ~ 3 | 2 ~ 3 | 2 ~ 3 |
最大开关量 I/O 3) | 40 | 148 | 168 | 188 | 168 | 188 |
最大模拟量 I/O 3) | - | 24 | 24 | 24 | 24 | 24 |
3) 不包括信号板扩展的I/O
信号板
对于少量的 I/O 点数扩展及更多通信端口的需求,全新设计的信号板能够提供更加经济、灵活的解决方案。
信号板基本信息:
型号 | 规格 | 描述 |
|---|---|---|
SB DT04 | 2DI/2DO 晶体管输出 | 提供额外的数字量I/O 扩展,支持2 路 |
SB AQ01 | 1AO | 提供额外的模拟量I/O 扩展,支持1 路 |
SB CM01 | RS232/RS485 | 提供额外的RS232 或RS485 串行通信接 |
信号板组态:
在系统块选择标准型CPU模块后,SB选项里会出现上述三种信号板:
![]()
网络通信
S7-200 SMART CPU 模块本体集成1 个以太网接口和1 个RS485 接口,通过扩展CM01 信号板,其通信端口数量最多可增至3 个。可满足小型自动化设备连接触摸屏、变频器等第三方设备的众多需求。
运动控制
三轴 100 kHz 高速脉冲输出,*实现精确定位.

轮机上的“骰子”
西门子正在使用摄影测量技术来快速精确地测量轮机部件,从而加快部件处理过程并确保它们符合技术规格。
在位于德国米尔海姆的西门子蒸汽轮机工厂中,重达14吨的阀体静静地躺在木枕上,看起来就像巨人线条起伏的膝盖。阀体表面布满了外形与骰子类似的带有白色斑点的黑色标记物。借助摄影测量技术,工程师可以不使用卷尺或量角器,直接对这些庞大部件的三维尺寸进行测量。这项技术已在米尔海姆的工厂内使用,标志着西门子首次将这种技术应用于轮机测量。
节约时间
摄影测量技术并非新兴技术。早在19世纪中叶,它就已经被用于测量建筑物了。在过去20年间,它也曾被用于从空中测量地球表面。利用这种技术,用户可以根据从多个不同角度拍摄的照片,计算出三维物体的外形尺寸。在此过程中,相关软件将找出不同图像中的匹配细节,再利用这些匹配点根据相机已知的成像属性重构物体的三维形状。

借助这些特制组件,工程师可以快速精确地测量轮机部件。
为了测量轮机部件的三维尺寸,工程师需要在部件表面钻出许多小孔,整个过程耗时约两小时。这些小孔还有另一个作用,即作为数控铣削的参考点。当摄影测量技术检测出偏差时,它们可以作为数控铣削的参考点,帮助消除偏差。
摄影测量过程将采用配备无失真镜头的单反相机拍摄部件。由于每张照片都必须显示至少4个标记物,所以一个阀体需要拍摄约200张照片。
在过去,借助卷尺、指南针和特制划线台等工具人工测量这样的部件要耗费长达24小时。机械工程师Sven Illberger是米尔海姆工厂的3D测量技术专家。他表示:“测量大型组件是我们生产过程中遇到的主要瓶颈。”

首先,西门子专家将标记物装到部件上。

然后,从各个角度对部件拍照。

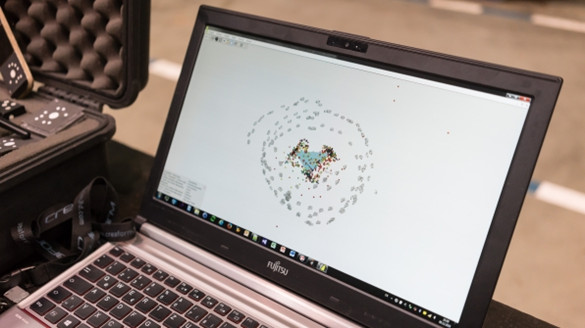
使用专门软件,利用照片计算出所拍摄标记物的位置及部件的外形尺寸。
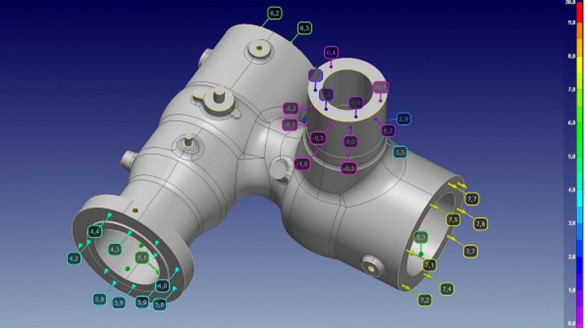
最后,对比通过摄影测量得到的数值与CAD模型中的设定值,比较结果显示二者偏差在毫米级。
对比实物部件与CAD模型
完成对轮机部件的拍照后,专门软件将对图像进行处理,将标记孔变成点云,计算出部件的三维形状尺寸。
然后,软件会借助西门子的专业知识进一步处理这些信息。在此过程中,软件将对比通过摄影测量得到的实际数据与CAD模型中的设定值。通常,二者的差距仅有几毫米。对比完成后,多余的金属须被铣削掉。

对部件完成摄影测量后,得到的数据将被转换成数控铣削的工序,以消除检测得的偏差。
米尔海姆工厂的质量保证团队已使用摄影测量技术约一年左右。此方法尤其适用于尺寸超过一米,且不要求加工公差小于半毫米的部件。从机车到风机的转子叶片,西门子有许多这样的产品。但是,米尔海姆的工程师计划将摄影测量技术先应用于测量其他轮机部件。Illberger表示,他们正在与柏林的西门子燃气轮机生产工厂和莱比锡的压缩机生产工厂探讨实施的可能性。供应商也可采用摄影测量技术来进行最终检查,提高精度并加速对轮机部件的处理过程。
此外,位于印度尼西亚芝勒贡的西门子工厂也将引入摄影测量技术。这座工厂主要为蒸汽轮机提供钢制部件。Illberger称,越早在制造过程中使用摄影测量技术,在处理轮机部件时节省的时间和金钱也就越多。他补充道:“我们已朝大型部件的数字化迈出了一大步。”